隔爆型零件機械加工定位基準的選擇
在零件圖樣設計和機械加工過程中,為了保證零件各個表面相互之間的位置角度和距離尺寸的精度,人們必須確定這些角度和距離的起始點,被稱為“基準”。實際上,基準就是能夠表征零件上這些角度和距離相互關系的起始點、線、面。
原則上,基準分為設計基準和工藝基準。設計圖樣上采用的基準被稱作“設計基準”;機械加工工藝過程中采用的基準被稱作“工藝基準”。而且工藝基準又分為幾類,這里根據隔爆型零件機械加工的需要僅僅討論一下其中的定位基準。
定位基準是指在機械加工時用于工件定位的基準,分為粗基準和精基準。
1.粗基準
所謂“粗基準”,就是在毛坯上確定的基準。粗基準的選擇恰當與否,直接影響工件的加工面與非加工面的相對位置和加工余量的分配,對后續工序的加工質量有著非同一般的影響。
(1)粗基準的確定原則
一般情況下,在確定粗基準時應該遵守的基本原則是:
①毛坯作為粗基準的表面應該平整,方便裝夾。
選擇表面平整且尺寸足夠大的毛坯面作為粗基準,可以保證定位準確,裝夾方便可靠,減小附加誤差。
②保證圓筒形結構壁厚均勻。
圓筒形結構包括外圓表面和內圓表面。由幾何知識可知,外圓和內圓只有同心才能夠保證壁厚均勻,因此應該選擇外圓表面或者內圓表面作為粗基準。在這種情況下,對于鑄件或鍛件,由于外圓和內圓不可能完全同心,因此加工余量不可能均勻;然而不均勻的加工余量卻成就了鑄件或鍛件圓筒形結構壁厚均勻。
③保證工件上加工面與非加工面的正確位置。
假若零件上有一些表面不需要加工,在選擇粗基準時,通常應該選擇與加工面有關的位置精度要求較高的那個面作為粗基準。
④粗基準一次性使用。
通常情況下,粗基準只能一次性使用;假若多次作為定位基準便會帶來加工的附加誤差(定位誤差)。
⑤粗基準保證的加工面能夠作為精基準使用。
由于粗基準只能一次性使用,所以以粗基準定位的工件加工后的加工面必須能夠作為精基準,否則無法正確地進行后續工序的加工。
(2)示例
【例s.1】 在防爆電氣設備上使用的電纜引入裝置有一種稱作壓緊螺母式的(參見第1章),依靠壓緊螺母擠壓橡膠密封圈來密封電纜和連接件。這里的壓緊螺母是一種圓筒形結構,如圖5.15所示。
通常情況下,壓緊螺母為鑄件(例如鑄鐵HT250)。在圖5.15中,毛坯的內孔(d)中心線為m.m。在確定機械加工的粗基準時,常常選擇外圓柱面①作為粗基準(中心線為M.M);以此來加工內孔的內圓柱面②,中心線依然為膨.M。這樣的選擇,可能由于鑄造時毛坯壁厚不均勻造成加工余量不均勻,但是可以保證圓筒部分壁厚均勻(d2一d,),六角部分③結構對稱。
2.精基準
所謂“精基準”,就是在工件已加工部位上選定的基準。毛坯在第1道工序加工后形成的加工面就可以作為精基準。精基準的選擇無疑對后續加工的精度和零件質量有著重要作用。
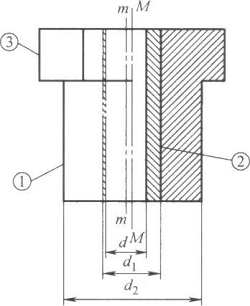
圖15 電纜引入裝置用壓緊螺母的粗基準確定示意圖
(1)精基準的確定原則
一般情況下,在確定精基準時應該遵守的基本原則是:
1)基準重合原則
基準重合原則是指在確定精基準時將設計基準作為加工時的基準的精基準確定原則。這一確定原則可以保證消除精基準與設計基準不重合而引起的附加誤差。通常情況下,人們采取這種原則來確定精基準。
2)基準統一原則
基準統一原則是指確定一個精基準就可以加工多個面的精基準確定原則。這樣的精基準既可以保證各加工面之間的位置精度,又可以減少工件裝夾過程及引起的附加誤差。
3)互為基準原則
互為基準原則是指有時多個加工面相互之間作為基準的精基準確定原則。這一確定原則可以使工件互為基準反復多次地加工,保證加工面之間能夠保持較高的位置精度、形狀精度和尺寸精度,常常用于零件要求加工精度和表面質量高的場合。
4)自為基準原則
自為基準原則是指在機械加工某些工序中盡可能地保持加工余量均勻,保持很好的表廄質量,以自身為基準的精基準確定原則。這一原則主要用于磨削等精加工工序中。
在防爆電氣設備的應用中,大多情況下是采用“基準重合原則”或“基準統一原則”來確定精基準的。