防爆電氣機械加工工藝規程的主要表現形式是機械加工工藝卡片,通常包括機械加工工藝過程卡片、機械加工工序卡片和機械加工工序檢驗卡片、機械加工檢驗卡片。這里仍然以隔爆型電氣分線箱箱體機械加工為例分別予以簡要的說明。
1.編制機械加工工藝過程卡片
根據上述的機械加工路線和相關分析可知,隔爆型電氣分線箱箱體機械加工可以分為5道工序完成。機械加工工藝過程卡片如表1所示,列出了5道工序的工序內容、工裝器具和有關質量檢驗的相關內容。
2.編制機械加工工序卡片
由隔爆型電氣分線箱箱體機械加工工藝過程卡片(表1)可知,工藝人員應該按照每一道工序來編制機械加工工序卡片。
隔爆型電氣分線箱箱體機械加工的第1道工序(工序號1,車隔爆面和內腔凸臺平面)的工序卡片如表7.2所示。
這里需要指出的是,在確定機床主軸轉速、切削速度、進給量、切削深度和進給次數等參數值時,人們應該綜合地考慮加工表面的加工表面質量等因素的影響。
隔爆型電氣分線箱箱體的其他機械加工工序的工序卡片,請讀者自行提出。
3.編制機械加工工序檢驗卡片
在機械加工過程中,加工人員應該在每一道工序之后填寫機械加工工序檢驗卡片。
隔爆型電氣分線箱箱體機械加工的第1道工序(工序號1,車隔爆面和內腔凸臺平面)的工序檢驗卡片如表7.3所示。
隔爆型電氣分線箱箱體的其他機械加工工序的工序檢驗卡片,請讀者自行提出。
4.編制機械加工檢驗卡片
在機械加工完成后,專職檢驗人員應該按照施工圖樣(例如NY01.01.01)上標注的機械加工尺寸對零件進行全面檢驗,并填寫機械加工檢驗卡片。
隔爆型電氣分線箱箱體的機械加工檢驗卡片如表4所示。
這里需要注意的是,在表4中出現了隔爆面寬度不合格的情況,這在檢驗中時有發生。這樣的零件不符合圖樣設計要求,但是符合防爆標準規定值,根據具體情況,原則上仍然可以用于產品中,只不過它不是優質品。
另外,這里還必須指出的是,凡是圖樣上標注的機械加工尺寸都必須檢查。而且,在檢驗各種參數時,人們應該以一個參數的多個可能測量值中最小或最大的那個為考核依據。例如,對于外法蘭式隔爆面的隔爆面寬度(L,L1),應該在法蘭平面的多處進行測量,以測量值中最小的那個為依據進行評判,如圖2所示。
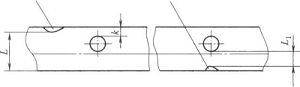
圖2 隔爆面寬度最小值測量不例
1、2--缺陷
在圖2中,隔爆面上有兩個缺陷1和2。隔爆面的寬度以實際測得值為評判依據。圖示表示,螺孔周圍厚度k不受缺陷的影響。
在隔爆面上的缺陷不影響相關尺寸時,這種缺陷允許不予計較,或者允許修補再用(有關隔爆面上缺陷的判定和修復,參見GB 3836.13—1997《爆炸性氣體環境用電氣設備第13部分:爆炸性氣體環境用電氣設備的檢修》)。
以上討論的隔爆型電氣分線箱箱體機械加工示例,僅僅是告訴人們制訂機械加工工藝規程(文件)的過程,不在于示例中所討論的加工方法如何。由于不同的企業有不同的制造條件,一個零件的加工可以有各種不同的工藝路線和加工方法,例如工序的劃分就可能有幾種方法,所以人們應該認真分析零件的技術要求和自身的現有工藝條件來編制適合自己的機械加工工藝規程(文件)。