防爆正壓柜裝配工藝規程是組織和實施防爆正壓柜裝配的指導性文件,對保證正壓防爆柜質量、提高生產效率和降低生產成本有著十分重要的影響。
通常情況下,防爆正壓柜裝配工藝規程由工藝人員(協同設計人員)仔細制訂,由操作人員嚴格執行。
1.制訂原則
防爆正壓柜裝配工藝規程制訂的基本原則是:
①保證裝配后正壓防爆柜各項性能指標符合設計要求。
②安排裝配工序簡單、合理。
③減小零部件工序傳遞時間和手工作業工作量。
④縮短裝配時間。
⑤降低裝配成本。
這些僅僅是一個總體要求。對于某一具體正壓防爆柜,人們應該認真分析具體情況,提出符合這些原則的工藝過程,尤其是對于大批量生產的那種情況。
2.主要內容
防爆正壓柜裝配工藝規程的主要內容包括:
①根據正壓防爆柜的施工圖樣(總裝配圖)劃分裝配單元(部件、組件、零件),并擬定裝配方法。
②劃分組件、部件的裝配工序。
③確定裝配技術要求、檢查內容及檢查方法。
④選用裝配過程所需工裝器具、吊具等。
⑤確定零部件的傳遞方法及所需器具。
⑥計算裝配時間定額(不包括零部件運輸時間)。
3.制訂方法
防爆正壓柜裝配工藝規程制訂的基本步驟(方法)是:
(1)熟悉和掌握原始資料
在防爆正壓柜裝配工藝規程制訂之前,工藝人員應該熟悉和掌握原始資料。這些原始資料包括:
1)生產綱領
生產綱領決定著這種防爆正壓柜的裝配組織形式、工藝過程劃分、工藝裝備多少、手工作業工作量大小等。
對于單件或小批量正壓防爆柜的裝配,通常在固定的場地完成總裝配,組件和部件的分裝配可能在同一場地完成,也可能在另一場地完成。這種類型裝配的手工作業工作量較大。
對于大批量正壓防爆柜的裝配,常常采用流水線作業方式完成裝配,包括組件和部件的裝配。這種類型裝配使用專門的工裝器具進行,工作效率高。
2)生產條件
生產條件主要是指企業現有的裝配工藝設備、操作人員技術水平和裝配場地大小等。這些對滿足裝配要求、保證裝配質量、降低裝配成本,無疑起著重要的作用。
在現有生產條件不能完全滿足裝配需要時,工藝人員應該在盡可能地采用現有工藝裝備的條件下提出改進意見,包括工裝設備的改善、操作人員的調整和裝配場地的擴大等。
3)正壓防爆柜圖樣和技術文件
正壓防爆柜圖樣包括總裝配圖、部件(組件)裝配圖和部分零件圖;技術文件包括技術條件、使用維護說明書和有關裝配的指導性文件。
工藝人員應該根據正壓防爆柜圖樣分析正壓防爆柜的裝配結構工藝性,按照技術文件確定驗收的主要指標,必要時還應該分析和計算正壓防爆柜的裝配尺寸鏈(有關尺寸鏈的概念,請參閱GB/T5847--2004《尺寸鏈計算方法》和有關文獻)。
(2)劃分裝配單元
工藝人員根據正壓防爆柜的總裝配圖、部件(組件)件裝配單元、部件裝配單元,最后組裝總成。
組件裝配單元是由幾個不同的或相同的零件裝配過程被稱為“組裝”。
部件裝配單元是由幾個不同的或相同的組件裝配過程被稱為“部裝”。
裝配圖和零件圖劃分出裝配單元,即組(和組件)裝配在一起構成的裝配單元;
組裝總成是由幾個不同的或相同的部件或(和)組件(和零件)裝配在一起構成的設備總成裝配;裝配過程被稱為“總裝”。
在劃分裝配單元時,人們應該找出一個零件作為基準件,將需要裝配的其他零件或(和)組件安裝在這個基準件上;當然也可以選擇一個組件作為基準件,再安裝其他的零件和組件。如此等等。
基準件應該是體積較大、重量較重且有合適裝配空間的那種零件或組件。這樣便于后續裝配的操作。例如,隔爆型配電箱的箱體就可以作為基準件。
(3)確定裝配順序
在按照施工圖樣劃分裝配單元后,人們便可以確定裝配順序。
當然,這種裝配順序無疑是從零件、組件開始到部件、總成結束的。人們把這種表示零件、組件、部件之間的相互關系和裝配順序以及從零件、組件開始到部件、總成結束的裝配流程繪制成示意圖,并稱為“裝配系統圖”(圖6)。這樣便使整個裝配過程一目了然。
裝配系統圖和裝配工藝卡片一樣,都是設備裝配工藝規程的一種表述方式。
在確定裝配順序時,人們應該注意的是,盡管裝配零件和單元經過了結構裝配工藝性分析,但是裝配順序不合理依然會使裝配發生困難。例如,在裝配一個內部較深外殼中的零部件時,假若先裝上部零件,那么下部零件就無法安裝,盡管結構裝配工藝性符合要求。這就是某個零件或單元在裝配圖中不會和其他的發生干涉,然而由于裝配先后順序不合理就可能造成其他的零件或單元無法裝配的事例。這種情況在一些結構較為復雜的
正壓防爆柜裝配時不是不可能發生的。
在圖6中,按照裝配設備的工程圖樣編號,在單元圖框中注明單元的名稱、圖號和數量。這樣人們在裝配時就可以很容易地找到有關零件、組件、部件以及所需件數。
這里需要說明的是,當在組件、部件和總成中使用一些外購件時,單元圖框中就注明外購件的“名稱”“型號”“規格”“數量”。
裝配系統圖,通常適用于單件和小批量生產,而對于大批量生產的那種情況,還應該和裝配工藝卡片配合在一起使用。
(4)確定裝配工序
確定裝配工序是裝配順序確定后必須進行的工作,對于保證裝配質量十分重要。
人們在確定裝配工序時應該遵循的基本原則是:
①正確地分析工序集中和工序分散的程度。
②合理地確定工序及每一道工序的工作內容。
③簡要地制訂每一道工序的裝配操作細則,例如如何保護隔爆面、如何實現隔爆結構
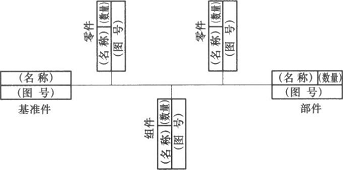
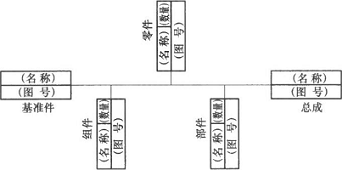
圖6裝配系統圖
a)單元b)組件c)部件d)總成的適配性等。
④簡要地提出每一道工序的裝配要求和檢測內容、檢測方法、檢測器具。
⑤確定每一道工序的工時定額。
按照正壓防爆柜批量的大小和裝配要求的不同,確定裝配工序的要求和內容允許不同。對于單件或小批量正壓防爆柜,可以簡單一些,只要滿足裝配要求就可以了;對于大批量
正壓防爆柜,必須按照這些基本原則來確定裝配工序。
(5)確定檢測內容
在組裝(部裝)和總裝后,人們應該進行檢測。檢測內容主要是電氣絕緣和某些配合尺寸。對于防爆正壓柜,尤其是隔爆型電氣設備,必須檢測平面式隔爆接合面的耦合間隙。
(6)編制裝配工藝文件
編制裝配工藝文件是制訂裝配工藝規程的基本表述方法;而裝配工藝文件的基本表述方式就是裝配系統圖或(和)各種裝配工藝卡片。
對于單件或小批量正壓防爆柜的裝配,允許只編制和使用裝配系統圖。人們按照總裝配圖和裝配系統圖進行正壓防爆柜裝配。
對于大批量正壓防爆柜的裝配,除繪制裝配系統圖外,還必須編制各種裝配工藝卡片,例如機械裝配工藝過程卡片、機械裝配工序卡片、機械裝配檢驗卡片和電氣裝配工藝卡片、電氣裝配檢驗卡片等。
這里所說的機械裝配工藝過程卡片、機械裝配工藝卡片、機械裝配檢驗卡片和電氣裝配工藝卡片、電氣裝配檢驗卡片的標準格式(參見JB/T 9165.2一1998《工藝規程格式》)和應用實例如表7表11所示。
這里需要指出的是,表7所示“裝配工藝過程卡片”主要用于組件和部件的裝配。當用于部件裝配時,表中“組件名稱”“組件圖號”應為“部件名稱”“部件圖號”。表7也適用于總裝,只是表中“組件名稱”“組件圖號”不適用而已。