工藝人員在對(duì)隔爆型零件的施工圖樣熟悉和掌握以及結(jié)構(gòu)工藝性分析以后就可以制訂零件加工的工藝路線。在制訂機(jī)械工藝路線時(shí),人們應(yīng)該考慮以下基本原則。
1.制訂隔爆型零件機(jī)械加工工藝路線的基本原則
在制訂隔爆型零件機(jī)械加工工藝路線時(shí),人們應(yīng)該遵循的總的原則是如何保證實(shí)現(xiàn)機(jī)械加工的“優(yōu)質(zhì)、高效、低成本”,正確地選擇機(jī)械加工方法、恰當(dāng)?shù)匕才偶庸すに図樞蚝秃侠淼靥幚砑庸すば虻募信c分散。這些方面都是工藝人員所必須審慎考慮的。
(1)機(jī)械加工方法確定原則
在選擇
防爆電器機(jī)械加工方法時(shí),人們應(yīng)該重點(diǎn)考慮以下幾點(diǎn):
1)生產(chǎn)綱領(lǐng)和現(xiàn)有生產(chǎn)條件
按照生產(chǎn)綱領(lǐng)就可以知道生產(chǎn)的批量,就可以確定加工時(shí)采用什么樣的設(shè)備和工裝;根據(jù)現(xiàn)有生產(chǎn)條件就可以初步確定加工設(shè)備是使用現(xiàn)有設(shè)備還是需要添加設(shè)備,或者采用外協(xié)加工。
2)零件材料與加工方法
不同材料適應(yīng)的機(jī)械加工方法是不同的,有一些適于切削加工,麗另一些則適于磨削加工。通常情況下,硬度小的材料適于切削加工,例如有色金屬材料;硬度大的材料除切削加工外還適于磨削加工,例如黑色金屬材料。
零件材料一般都標(biāo)注在零件圖中,人們可以按照?qǐng)D樣標(biāo)注材料選擇合適的加工方法。
3)加工方法的加工經(jīng)濟(jì)精度、表面粗糙度與零件的技術(shù)要求精度、表面粗糙度
每一種加工方法都有一個(gè)恰當(dāng)?shù)募庸そ?jīng)濟(jì)精度和表面粗糙度。正確地選擇符合相應(yīng)加工經(jīng)濟(jì)精度和表面粗糙度的加工方法有利予實(shí)現(xiàn)待加工零件所需的精度和表面粗糙度要求。
所謂“加工經(jīng)濟(jì)精度”,是指在正常的加工條件下,即在使用符合標(biāo)準(zhǔn)要求的加工設(shè)備、工藝裝備和相應(yīng)技術(shù)等級(jí)的操作人員且不延長(zhǎng)加工時(shí)間的情況下所能夠?qū)崿F(xiàn)的加工精度。這里列出一些加工方法的加工經(jīng)濟(jì)精度和表面粗糙度的相互關(guān)系,供大家在選擇加工方法時(shí)參考。
①隔爆型外圓表面加工時(shí)加工方法與加工經(jīng)濟(jì)精度、表面粗糙度的關(guān)系參考表1。
表1 隔爆型外圓表面加工方法與加工經(jīng)濟(jì)精度、表面粗糙度推薦值①
加工方法 | 加工步驟 | 加工經(jīng)濟(jì)精度(公差等級(jí)) | 表面粗糙度Ra/um |
車(chē)削 | 粗車(chē) | IT12-IT13 | 10~80 |
半精車(chē) | IT10-IT11 | 2.05-10 |
精車(chē) | IT7-IT8 | 1.25-5 |
鏡削 | 粗鏡 | IT12-IT13 | 10-80 |
半精銑 | IT11-IT12 | 2.5-10 |
精銑 | IT8-IT9 | 1.25-5 |
(外)磨削 | 粗磨 | IT8-IT9 | 1.25-10 |
| 半精磨 | IT6-IT7 | 0.63-2.5 |
表2 隔爆型平面加工方法與加工經(jīng)濟(jì)精度、表面粗糙度推薦值①
加工方法 | 加工步驟 | 加工經(jīng)濟(jì)精度(公差等級(jí)) | 表面粗糙度Ra/um |
娩削 | 粗銑 | IT11-IT13 | 5-20 |
半精銑 | IT8-IT11 | 2.5-10 |
精銑 | IT6-IT8 | 0.63-5 |
車(chē)削(端面) | 粗車(chē) | IT12-IT13 | 10-80 |
半精車(chē) | IT8-IT11 | 2.5-10 |
精鏡 | IT6-IT8 | 1.25~5 |
刨削 | 粗倒 | IT11-IT13 | 5-20 |
半精刨 | IT8-IT13 | 2.5-10 |
精刨 | IT6-IT8 | 0.63-5 |
插銷(xiāo) | - | IT8-IT13 | 2.5-20 |
拉削 | 粗拉 | IT10-IT11 | 5-20 |
(乎)磨削 | 粗磨 | IT8-IT10 | 1.25-10 |
①同表1。
③隔爆型孔加工時(shí)加工方法與加工經(jīng)濟(jì)精度、表面粗糙度的關(guān)系參考表3。
加工方法 | 加工步驟 | 加工經(jīng)濟(jì)精度(公差等級(jí)) | 表面粗糙度Ra/um |
鉆削 | (φ≤15mm) | IT11-IT13 | 5-80 |
(φ>15mm) | IT10-IT12 | 20-80 |
擴(kuò)削 | 粗?jǐn)U | IT12-IT13 | 20-20 |
鑄孔一次擴(kuò)削 | IT11-IT13 | 10-40 |
精擴(kuò) | IT9-IT11 | 1.25-10 |
鉸削 | 半精鉸 | IT8-IT9 | 1.25-10 |
精鉸 | IT1.25-IT10 | 0.32-5 |
拉削 | 粗拉 | IT9-IT10 | 1.25-5 |
鑄孔一次拉削 | IT10-IT11 | 0.32-2.5 |
鏜削 | 粗健 | IT12-IT13 | 5-20 |
半精鐙 | IT10-IT11 | 2.5-10 |
精鏜 | IT7-IT9 | 0.63-5 |
(內(nèi))磨削 | 粗磨 | IT9-IT11 | 1.25-10 |
④同表1。
這里應(yīng)該指出的是,各種加工方法所達(dá)到的加工經(jīng)濟(jì)精度和表面粗糙度在各種文獻(xiàn)中的描述是不一致的,因而表I一表3所示方法和數(shù)據(jù)僅供參考。還要強(qiáng)調(diào)說(shuō)明,對(duì)于隔爆型零件,表面粗糙度并不是越小越好,非常光滑的表面有利于爆炸生成物通過(guò),容易發(fā)生“傳爆”,因而只要符合要求就可以了。
(2)機(jī)械加工順序安排原則
在安排機(jī)械加工順序時(shí),人們應(yīng)該考慮以下幾項(xiàng)主要內(nèi)容:
1)粗加工和精加工的加工順序
通常情況下,零件的粗加工和精加工分開(kāi)進(jìn)行,而且先進(jìn)行粗加工后進(jìn)行精加工。這樣安排有如下優(yōu)點(diǎn):
①及早地發(fā)現(xiàn)被加工零件存在的缺陷,例如氣孔、砂眼等,及早地剔除這些零件,避免浪費(fèi)人力物力。
②較好地減小零件裝夾引起的彈性變形、切削熱引起的熱變形等因素對(duì)精加工工序的影響。
有時(shí)因情況的不同粗加工和精加工也可以安排在一起進(jìn)行。例如,生產(chǎn)綱領(lǐng)小的零件的加工,或者笨重體大的零件的加工,安排在一起進(jìn)行加工可以減小裝夾和搬運(yùn)成本。
2)基準(zhǔn)面和功能面的加工順序
在

加工過(guò)程中,基準(zhǔn)面的選擇十分重要。“基準(zhǔn)面”影響著“功能面”,人們常常先加工基準(zhǔn)面后加工功能面。這樣安排的優(yōu)點(diǎn)如下:
①有利于定位基準(zhǔn),例如精基準(zhǔn)的定位。
②有利于保證加工精度。
3)主要表面和次要表面的加工順序
一般情況下,先加工主要表面(例如平面),后加工次要表面(例如孔或鍵槽等)。這樣的安排有如下優(yōu)點(diǎn):
①有利于定位基準(zhǔn),例如精基準(zhǔn)的定位。
②有利于保證孔或鍵槽的位置度。
這里需要指出的是,在這些加工順序安排中還有一些其他的工序,例如檢驗(yàn)。檢驗(yàn)應(yīng)該采用三檢模式(自檢、互檢、專檢)來(lái)保證各道工序加工尺寸的正確性。通常情況下,檢驗(yàn)應(yīng)該在機(jī)械加工過(guò)程中、加工場(chǎng)地轉(zhuǎn)換前后以及機(jī)械加工完成時(shí)進(jìn)行。隔爆型零件必須進(jìn)行工序檢驗(yàn)和完工檢驗(yàn)。
(3)機(jī)械加工工序集中原則
工藝人員在安排加工順序時(shí)還應(yīng)該考慮工序的集中性或分散性。根據(jù)每一道工序安排加工的內(nèi)容多少,人們把工序過(guò)程分為工序集中和工序分散兩類。
這兩類工序過(guò)程各有特點(diǎn):
1)工序集中
①一個(gè)零件在每道工序中加工工步內(nèi)容多,因而所需工序少,工藝路線短。
②零件裝夾次數(shù)少,能夠較好地保證加工精度,而且節(jié)約附加工時(shí)。
③加工設(shè)備和工裝相對(duì)要復(fù)雜一些。
④操作人員的技術(shù)水平要求相對(duì)要高一些。
2)工序分散
①一個(gè)零件在每道工序中加工工步內(nèi)容少,因而所需工序多,工藝路線長(zhǎng)。
②加工設(shè)備、零件裝夾次數(shù)多,費(fèi)力費(fèi)時(shí)。
③加工設(shè)備和工裝相對(duì)要簡(jiǎn)單一些。
④操作人員的技術(shù)水平要求相對(duì)要低一些。
在實(shí)際應(yīng)用中,人們應(yīng)該根據(jù)具體情況選擇是采用工藝集中,還是采用工藝分散,抑或是兩者兼之。習(xí)慣上,零件結(jié)構(gòu)相對(duì)簡(jiǎn)單且生產(chǎn)批量又較大時(shí)常常采用工藝集中,反之則采用工藝分散。顯然,這不是一個(gè)簡(jiǎn)單的采用模式。人們應(yīng)該顧及多種因素,例如零件的批量、技術(shù)要求的精度、現(xiàn)有加工設(shè)備和工裝的適應(yīng)性以及操作人員的綜合技術(shù)素質(zhì)等,經(jīng)過(guò)綜合分析來(lái)確定。
2.隔爆塑零件機(jī)械加工工藝路線示例
上面簡(jiǎn)單地討論了隔爆型零件機(jī)械加工工藝路線的制訂原則,下面大概地介紹一下在防爆電氣設(shè)備制造中常用的幾種隔爆型零件的機(jī)械加工工藝路線。
(1)隔爆型平面
在隔爆型電氣設(shè)備中,隔爆外殼的殼體和蓋子之間經(jīng)常采用一種所謂“平面式連接(或稱法蘭式連接)”的隔爆接合面結(jié)構(gòu)。這是由兩個(gè)相互耦合的圓環(huán)狀平面或矩形環(huán)狀平面(圖8)組成的,是保持設(shè)備隔爆安全性能的一個(gè)至關(guān)重要的結(jié)構(gòu)。
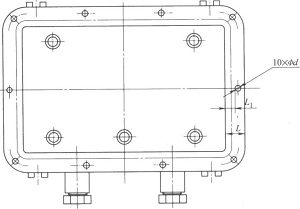
圖8隔爆型平面:隔爆外殼法蘭式隔爆接合面結(jié)構(gòu)示意圖
這樣的隔爆外殼常常采用鑄鐵、鑄鋼、鋼板和鑄鋁等材料制成。
1)平面式隔爆接合面的要求
為了保持隔爆安全性能,平面式隔爆接合面應(yīng)該符合下列要求:
①隔爆接合面寬度的設(shè)計(jì)值。
②隔爆接合面的表面粗糙度(m6.3um)。
③隔爆間隙(公差)的設(shè)計(jì)值。
④隔爆接合面法蘭壁厚的設(shè)計(jì)值。
這里需要指出的是,在耦合的兩平面之間,理論上間隙等于零,但是實(shí)際上由于平面在加工時(shí)有一個(gè)平面度存在,所以間隙不等于零。平面度,尤其是線性尺寸大的平面,直接影響著這里的間隙值大小。這是一個(gè)不可忽視的問(wèn)題。
2)確定加工工藝路線
根據(jù)上述對(duì)隔爆型平面的分析,按照工藝路線的制訂原則,這里提出隔爆型平面機(jī)械加
工的工藝路線:粗車(chē)-半精車(chē)-精車(chē),如圖9a所示;或者粗刨(銑)-半粗刨(銑)-精刨(銑),如圖9b所示。
由于零件在加工過(guò)程中不要求特殊處理,例如淬火,所以在圖9b所示路線圖中,不要刨削和銑削交叉進(jìn)行,否則會(huì)增加加工設(shè)備的種類和裝夾倒換次數(shù),不符合“工序集中”原則。
(2)隔爆型圓筒面
在隔爆型電氣設(shè)備中,設(shè)備外殼有時(shí)采用圓筒式結(jié)構(gòu),而且殼體和蓋子常常采用止口配合的隔爆結(jié)構(gòu)(圖10)。在這種隔爆結(jié)構(gòu)中,隔爆參數(shù)(寬度和間隙),有時(shí)由止口的圓筒部分和平面部分一起構(gòu)成,有時(shí)只由止口的圓筒部分單獨(dú)構(gòu)成。
這種結(jié)構(gòu)的隔爆外殼常常采用鑄鐵、鑄鋼、鋼板和鑄鋁等材料制成。
1)圓筒式隔爆接合面的要求為保證這種結(jié)構(gòu)的隔爆安全性能,圓筒式隔爆接合面應(yīng)該符合以下要求:
①圓筒部分隔爆接合面寬度(b)的設(shè)計(jì)值。
②平面部分隔爆接合面寬度(A,a)的設(shè)計(jì)值。
③隔爆接合面的表面粗糙度(m6.3um)。
④隔爆間隙(公差)的設(shè)計(jì)值。
⑤隔爆接合面法蘭壁厚的設(shè)計(jì)值。
⑥蓋子的圓筒面和平面交界處清根。
⑦殼體的(內(nèi))圓筒面和平面交界處倒角:α=45o,f小于等于1mm。
⑧當(dāng)隔爆接合面寬度為L(zhǎng)=A+b,L1=a+b時(shí)圓筒面和平面之間的垂直度(當(dāng)隔爆接合面不包括平面部分時(shí)允許不考慮垂直度)。
2)確定加工工藝路線
根據(jù)上述對(duì)隔爆型圓筒面的分析,按照工藝路線的制訂原則,這里提出隔爆型圓筒面機(jī)械加工的工藝路線:粗車(chē)_半精車(chē)_精車(chē),如圖11所示。
除上述加工路線外,對(duì)于鑄鋼件和鑄鐵件,有時(shí)也可以采用“粗車(chē)。半精車(chē)_+粗磨”的方案,但是不是特殊情況一般不要采用這種方案,此方案會(huì)增加工件裝夾次數(shù),不符合“工序集中”原則。
(3)隔爆型孔
在隔爆型電氣設(shè)備中,設(shè)備外殼上常常有一些孔-軸式隔爆結(jié)構(gòu),例如操縱桿配合結(jié)構(gòu)。這種結(jié)構(gòu)常常由軸、軸套和隔爆外殼殼壁組成,如圖12所示。軸套和軸構(gòu)成孔.軸式隔爆結(jié)構(gòu),同樣隔爆外殼殼壁和軸套也構(gòu)成這種結(jié)構(gòu)。
這種結(jié)構(gòu)的隔爆外殼常常采用鑄鐵、鑄鋼、鋼板和鑄鋁等材料制成;而軸套常常采用銅合金[例如,黃銅(H62)]材料制成;采用銅合金制作的軸套具有較好的耐磨性。
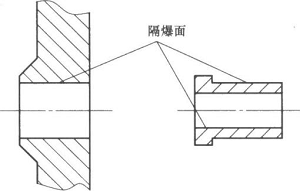
圖12 隔爆型孔:隔爆外殼孔-軸式隔爆接合面結(jié)構(gòu)示意圖
a)孔.軸式隔爆結(jié)構(gòu)b)隔爆外殼殼壁e)襯套(軸套)
1)孔.軸式隔爆接合面的要求
為保證這種結(jié)構(gòu)的隔爆安全性能,孔-軸式隔爆接合面應(yīng)該符合以下要求:
①隔爆接合面寬度(L)的設(shè)計(jì)值。
②隔爆接合面的表面粗糙度(孔:Ra 6.3um或 Ra3.2um,軸:Ra3.2um或Ra1.6um)。
③隔爆間隙(公差)的設(shè)計(jì)值。
④孔與隔爆外殼殼壁之間的垂直度不做特殊要求。
2)確定加工工藝路線
根據(jù)上述對(duì)隔爆型孔的分析,按照工藝路線的制訂原則,隔爆型孔機(jī)械加工的工藝路線:鉆_擴(kuò),如圖13a所示;或者,鉆斗粗鏜,如圖13b所示。


a) b)
圖13 隔爆型孔機(jī)械加工路線圖
(4)隔爆型螺紋
在隔爆型電氣設(shè)備中,人們有時(shí)會(huì)采用一些螺紋式隔爆結(jié)構(gòu),例如圓筒形的隔爆外殼采用隔爆螺紋來(lái)緊固蓋子和殼體(圖14)。這種結(jié)構(gòu)由外螺紋和內(nèi)螺紋的鋸齒構(gòu)成隔爆接合面。在實(shí)際應(yīng)用中,螺紋式隔爆結(jié)構(gòu)又分為圓柱形螺紋結(jié)構(gòu)和錐形螺紋結(jié)構(gòu)。
這種結(jié)構(gòu)的隔爆外殼常常采用鑄鐵、鑄鋼和鋼板材料(不得采用鋁合金材料)制成。
這里以圓柱形螺紋結(jié)構(gòu)為例進(jìn)行分析。
1)螺紋式隔爆接合面的要求
為保證這種結(jié)構(gòu)的隔爆安全性能,螺紋式隔爆接合面應(yīng)該符合以下要求:
①螺距(P大于等于0.7mm)的設(shè)計(jì)值。
②精度(中等)。
③嚙合扣數(shù)的設(shè)計(jì)值。
④?chē)Ш祥L(zhǎng)度的設(shè)計(jì)值。
⑤公差為6H/69(GB/T 9145--2003)。
2)確定加工工藝路線
根據(jù)上述對(duì)隔爆型螺紋的分析,按照工藝路線的制訂原則,隔爆型螺紋加工路線分以下兩種:
①攻螺紋和套扣成形
對(duì)于標(biāo)稱直徑不大于16mm的螺紋,通常采用攻螺紋和套扣的方法成形:
·內(nèi)螺紋:鉆孔→攻螺紋。
在這種情況下,在工件上鉆孔,且孔的直徑不應(yīng)該大于螺紋內(nèi)經(jīng)。使用絲錐攻螺紋時(shí),有時(shí)可能需要進(jìn)行兩次:一攻和二攻。
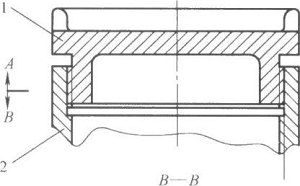
圖14隔爆型鳙紋:隔爆外殼
螺紋式隔爆接合面結(jié)構(gòu)示意圖1一蓋子(外螺紋)2一亮體(內(nèi)纛紋)
·外螺紋:粗車(chē)→板牙套扣。
在這種情況下,工件(或毛坯)外圓表面應(yīng)該光滑,直徑不應(yīng)該小于螺紋外徑。
攻螺紋和套扣一般的尺寸公差等級(jí)可以達(dá)到IT6-IT8,表面粗糙度可達(dá)Ra1.6—6.3um。
②車(chē)削成形
對(duì)于公稱尺寸較大的螺紋,通常采用車(chē)床車(chē)削成形。這種方法可以得到不同精度和表面粗糙度的內(nèi)、外螺紋。
在車(chē)削螺紋前,人們應(yīng)該對(duì)工件(或毛坯)進(jìn)行粗車(chē)預(yù)加工。預(yù)加工后工件的直徑:對(duì)于外螺紋,不要小于螺紋外徑;對(duì)于內(nèi)螺紋,不要大于螺紋內(nèi)經(jīng)。
當(dāng)然,除車(chē)削螺紋外,人們還可以采用其他方法加工出精度更高、表面粗糙度值更小的螺紋,例如銑削、磨削、滾壓等;只是對(duì)于隔爆型螺紋,車(chē)削成形就可以達(dá)到要求。
從上述對(duì)隔爆型平面、隔爆型圓筒面、隔爆型孔和隔爆型螺紋提出的機(jī)械加工工藝路線可以看出,加工方法和零件材料相適應(yīng),工序安排和零件結(jié)構(gòu)相適應(yīng),工序集中程度合適。當(dāng)然,這不是唯一的機(jī)械加工路線,人們應(yīng)該根據(jù)自身情況(機(jī)械加工能力和實(shí)踐經(jīng)驗(yàn))來(lái)選擇適合自己的方法。