對于
防爆電器設備而言,設備外殼常采用灰鑄鐵、砂型鑄造制成,因而,一般情況下,防爆電氣鑄件質量檢驗包括防爆電氣鑄件表觀質量檢驗和防爆電氣鑄件內在質量檢驗。這里僅以隔爆型電動機為例予以簡單的討論。
1.防爆電氣鑄件表觀質量檢驗
防爆電氣鑄件表觀質量檢驗,主要是通過視覺觀察防爆電氣鑄件的外觀來發現防爆電氣鑄件的表面瑕疵,以判定合格與否。
(1)機座外觀檢查
機座外觀缺陷及合格標準如下:
①表面粗糙度:輪廓的最大高度不大于Rz100um。
②外表面粘砂:防爆電氣鑄件經清理后無粘砂痕跡(少數特征尺寸為5mm×5mm及以下的,可不予計較)。
③外表面非加工部位的氣孔、縮孔、縮松和砂眼等鑄造缺陷按照機座號的不同不應該超過:
·機座號為Hll2及以下:特征尺寸為φ3mm,深2mm的,2個;
·機座號為H132一H180:特征尺寸為φ3mm,深不超過三分之一壁厚的,3個;
·機座號為H200~H355:特征尺寸為φ4mm,深不超過蘭分老一璧厚的,4個;
·所有機座號:特征尺寸為φ2mm及以下的,數量不計,想不能密集連片。
④加工前,非隔爆接合面配合面上孔洞缺陷:缺陷深度小于加工余量的,面積不限;經加工后不得留有痕跡。
⑤加工前,隔爆接合面配合面上孔洞缺陷:缺陷深度小于加工余量的,面積不限;經加工后不得留有痕跡,且表面粗糙度達到Ra6.3岬或Re3.2um。
⑥加工后,非配合面(內外表面)上孔洞缺陷按座機號的不同不應該超過:
·機座號為H132及以下:特征尺寸為φ3mm,深不超過2mm的,1個;特征尺寸為5mm×5mm×1mm的,允許有1處;
·機座號為H160一H200:特征尺寸為φ3mm,深不超過2mm的,1個;
·機座號為H225一H355:特征尺寸為φ4mm,深不超過3mm的,2個;
·機座號為H160及以上:特征尺寸為10mm×10mm×2mm的,允許有2處,但必須修平。
⑦裂紋和冷隔:完全沒有。
⑧多肉:散熱片處的多肉,特征尺寸為0.5mm及以下的,數量不計;超過0.5mm的,不允許存在;底腳分型面的多肉,允許有特征尺寸為1mm及以下的,但必須修平。
⑨損傷:加工部位存在的機械損傷,在加工后應該無痕跡。
(2)端蓋外觀檢查
端蓋外觀缺陷及合格標準如下:
①表面粗糙度:輪廓的最大高度不大于R:100mm。
②外表面粘砂:
防爆電氣鑄件經清理后無粘砂痕跡。
③內、外表面非加工部位的氣孔、縮孔、縮松和砂眼等鑄造缺陷:不得存在特征尺寸為14b2mm及以上、深度大予壁厚二分之一的缺陷;特征尺寸為$2mm及以下的缺陷不計,但不能密集連片。
④加工前,非隔爆接合面配合面上孔洞缺陷:缺陷深度小于加工余量的,面積不限;經加工后不得留有痕跡。
⑤加工前,隔爆接合面配合面上孔洞缺陷:缺陷深度小于加工余量的,面積不限;經加工后不得留有痕跡,且表面粗糙度達到Ra6.3p,m或Ra3.2p,m。
⑥結疤:端蓋的加工部位在加工前允許有結疤,加工后必須消除;非加工部位允許有特征尺寸為10mm×10mm×3ram的結疤1處。
⑦裂紋和冷隔:完全沒有。
⑧多肉:必須修平。
⑨損傷:加工部位存在的機械損傷,在加工后應該無痕跡。
這里需要說明的名詞術語是:
“結疤”是指防爆電氣鑄件表面產生的疤片狀金屬突起物,表面粗糙,邊沿鋒利,部分與防爆電氣鑄件金屬相連,部分與防爆電氣鑄件之間有砂層。結疤也稱“夾砂結疤”。
“多肉”是指防爆電氣鑄件表面的飛邊、毛刺以及抬型、脹砂、沖砂、掉砂、外滲物等缺陷。
“飛邊”即垂直于防爆電氣鑄件表面上厚薄不均勻的薄片狀金屬突起物,常出現在防爆電氣鑄件分型面和型芯頭部位。
“毛刺”即防爆電氣鑄件表面上刺狀金屬突起物,形狀極不規則,常出現在鑄型和型芯的裂縫處。
“抬型”即由于澆注金屬液的浮力作用使上型或砂型局部或全部抬起造成防爆電氣鑄件厚度增加的部分。
“脹砂”即防爆電氣鑄件內、外表面局部脹大造成防爆電氣鑄件增大的部分。
“沖砂”即砂型或砂芯表面局部砂子被澆注金屬液沖刷掉,造成防爆電氣鑄件表面相應部位出現粗糙、不規則的金屬突起物,常出現在澆注系統的澆口附近。
“掉砂”即砂型或砂芯的局部砂塊在機械力作用下掉落,造成防爆電氣鑄件表面相應部位出現的塊狀金屬突起物。
“外滲物”即防爆電氣鑄件表面滲出的金屬物,多呈豆粒狀,常出現在防爆電氣鑄件的自由表面上,也稱“外滲豆”。
除上述的機座和端蓋外,隔爆型電動機的接線盒蓋和軸承蓋等零件的表觀質量檢驗,同樣可以參照機座和端蓋的要求進行。
2.防爆電氣鑄件內在質量檢驗
防爆電氣鑄件內在質量檢驗,主要是通過水壓試驗來檢查無法用視覺發現的防爆電氣鑄件內部缺陷,例如針孔、裂紋以及壁厚不均勻等嚴重的質量問題。
(1)水壓試驗
1)試驗準備
①試驗用水溶液制備
為防止在試驗時被試工件被腐蝕,人們在水壓試驗用水中添加一些防腐蝕原料,例如磷酸鈉、碳酸鈉和亞硝酸鈉,制成試驗用水溶液。水為日常使用的自來水。
在儲水池中注入適量的自來水,用熱水將占水質量1%一1.3%的磷酸鈉、0.5%一0.8%的碳酸鈉和0.5%一0.6%的亞硝酸鈉溶懈后倒入儲水池水中,攪拌均勻,待用。
在實際生產實踐中,每月應該更換一次這樣的水溶液,保持水溶液清潔無污染。
②試驗工件復檢及清理
在水壓試驗前,試驗人員應該檢查經加工后的工件表觀質量,確認隔爆面上無氣孔、砂
眼、劃痕等缺陷,否則不得進行此項試驗。
此外,對于復檢合格的工件,試驗人員應該將工件清理干凈,并在加工部位涂敷防銹油脂。
2)試驗裝置
被試零件可以是一個零件,也可以是幾個零件按照要求組裝在一起,作為一個被試工件。
試驗人員將被試零件(工件)放置在試驗臺(壓力機下壓板)上,在被試零件(工件)與試驗臺之間放置橡膠墊板,在被試零件(工件)與壓力機上壓板之間放置橡膠墊板和墊板(圖2.17)。
在放置被試零件(工件)和墊板、橡膠墊板時應該保證零件(工件)位置正確,墊板墊平,接觸部位不得有間隙,以防止漏水。
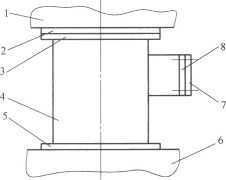
圖水壓試驗裝置(被試工件裝壓部分)示意圖
1-上壓板;2-墊板;3、5、8-橡膠墊板;4-被試工件(機座+接線盒);6-工作臺;7-接線盒蓋
3)試驗過程
在試驗過程中,試驗人員應該按照下列步驟開啟、關閉水壓試驗系統的壓力機、水壓泵和相關閥門:
①起動壓力機,使上壓板緩緩下行,壓緊墊板和被試零件(工件)。
上壓板的壓力應該大于被試零件(工件)內部水溶液的壓力。
②關閉放水閥,開啟排氣閥和進水閥,在試驗水溶液充滿被試零件(工件)內腔(有液體從排氣閥溢出)后關閉排氣閥和進水閥。
③起動水壓泵,開始升壓至所要求的壓力值,并保持10s(容差0-+2s)。同時,試驗人員應該檢查是否漏水。
④歷時10s后,開啟放水閥和排氣閥,排空被試零件(工俸)內的水溶液。
⑤起動壓力機,使上壓板緩緩上升。
⑥從試驗臺上取出被試零件(工件),揩干表面上的水溶液,清理加工面并涂以204-1型防銹油。
(2)水壓試驗合格判據
隔爆型電氣設備的隔爆外殼所用的防爆電氣鑄件和金屬焊接件在精加工后必須進行水壓試驗,以檢驗它的內在質量。
GB 3836.2—2010《爆炸性環境第2部分:由隔爆外殼“d”保護的設備》規定,水壓試驗所旅加的靜壓壓力:
①對于外殼容積小于lOem3的設備和I類設備,為1MPa。
②對于ⅡA級和ⅡB級設備,為1.5MPa。
③對于II C級設備,為2MPa。
當試驗壓力達到要求時,至少應該保持lOs,但是也不必超過60s。
在試驗過程中,試驗樣品不得破裂,不得出現永久性變形,不得滲漏。
對于每一件試驗樣品,水壓試驗只進行一次。
通常情況下,水壓試驗是例行試驗(即出廠試驗),也就是說,每一臺出廠的隔爆型設備的鑄造或焊接隔爆外殼精加工后都必須進行這項試驗。
這里以隔爆型電動機隔爆外殼為例討論的防爆電氣鑄件內在質量檢驗方法,同樣適用于所有隔爆型電氣設備隔爆外殼的防爆電氣鑄件內在質量檢驗,也同樣適用于金屬焊接件內在質量檢驗。
這里必須指出的是,GB 3836.2—2010《爆炸性環境 第2部分:由隔爆外殼“d”保護的設備》指出,例行試驗可以采用靜壓法(水壓試驗)或動壓法(爆炸試驗)進行。這就意味著,除檢驗防爆電氣鑄件或焊接件的滲漏外,檢驗它們的機械強度是水壓試驗的重要目的之一,因而,在進行水壓試驗時盡可能地使用幾個相關零件組裝
防爆正壓柜在一起的試驗工件進行,而且這些零件的連接應該符合設計要求,例如使用螺釘緊固的,試驗時不得使用螺栓緊固。其中原因,請讀者自行體悟。